What is sheet metal punching?
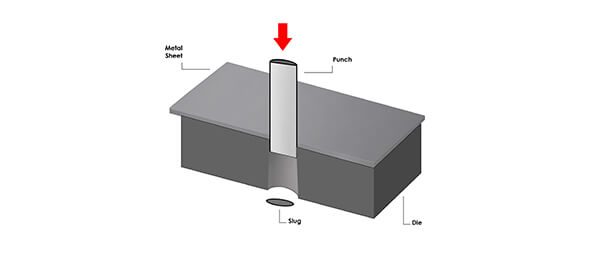
Punching is the process of creating a form or hole in a sheet of metal by applying high force to a tool and die to either indent the metal sheet or to sheer through it. The tool is often made from hardened steel or tungsten and can be repeatedly and rapidly forced through the sheet.
Punching is often the most efficient and cost-effective method of perforating sheet metal. Various sizes and shapes of hole or extrusions can be created depending on the tools used and geometry of the punch “hits”.
What machinery is used to punch sheet metal?
The machinery most commonly used to punch sheet metal is called a Turret Punch which are often Hydraulically powered and are controlled by pre-determined CNC programmes. A modern turret punch is extremely fast and reliable meaning that once programmed it can repeat the same punch process many times with no loss of quality or accuracy.
Our Punch department operates two TruPunch 5000 machines and a TruPunch 6000 Laser/ Punch combination machine which can laser cut and punch sheet metal in one operation. Our Punching machines also feature automated sheet loading and tool changing which further increase the overall speed and efficiency of the punching service.
What is the Sheet Metal Punching process?
Just as with sheet metal folding, laser cutting or machining, the first stage is undertaken in the office with Alpha’s programming team. Our Punch programmers will work closely with our design team to best utilise our punching machinery and material.
The punch operator will take the program and product route card, load the correct material into the machine and begin to run the program. The punch machine will then punch holes and shapes as determined by the programme for as long as the operator allows.
Blank sheets of metal are loaded onto the punch bed by an automated tool called a load master. The sheet is positioned by clamps beneath the punch head, the correct tool is selected by the automated tool changer and the machine begins to punch. Waste material from the punched hole (known as a slug) falls into a waste compartment beneath the punch bed.
Once the sheet is complete it is automatically placed by the punch machine onto a waiting pallet. An operator will then remove the waste sheet carcass from the useable parts (known as breaking out). The processed parts are stored ready for the next process, or to be despatched.
What's involved in punch programming?
The first stage of punch programming is for the programming department to receive a nesting list from planning, this will outline the punch jobs for that day. The list will include information such as part number, works order number and due date as a well as a route card which details every manufacturing operation for that part (laser/ punch/ fold/ weld/ paint).
Next, the programming department will receive the part model from the design department and import this into a “multi-part nester” software called Radan. Using this software, the programmer can lay out multiple parts onto the sheet; this is referred to as “nesting”. Depending on the sheet size and required clearances between parts the programmer will make the best utilisation of the metal sheet to produce as many parts as possible.
Finally, the programming department will output the program in the form of a “block file” and will pass it on along with the product route card to the Punch machine operative. The operator will then input this into the specified machine.
What are common applications of CNC Punching?
Punching is a highly versatile process which can be used for a range of applications. As well as various perforated shapes, we can also apply countersinks, embossments, extrusions, and louvers.
Some of the more common applications for our punch operations are electrical enclosures which require different perforations and extrusions as well as inserts before being folded into boxes.
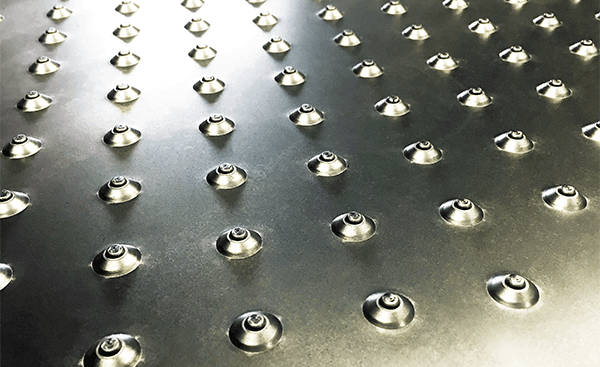
We also supply high volumes of commercial vehicle steps and tread plates which require tread patterns to be punched into their surface for grip.
In addition, we manufacture industrial computer server cabinets which require various internal rails and components which are all perforated.
A commercial vehicle tread plate with extrusions created using CNC Punching:
What materials can be Punched?
At Alpha Manufacturing, we can punch a range of materials such as:
- Mild Steel
- Coated Steel
- Stainless Steel
- Aluminium
- Alloys in thicknesses from 0.3mm to 8mm.
What are the limitations of Sheet metal Punching?
Often, a similar outcome can be achieved by punching sheet metal and laser cutting and so we often take into account certain factors before choosing one of the other, for example:
- Our preference at Alpha Manufacturing is to use a laser cutting machine over a punch machine for any material over 3mm. Although our machines can punch this thickness, the life of a punch tool can be significantly extended by limiting the material thickness in this way.
- Waste is always an important consideration when choosing between the two methods and generally the laser machine will produce less waste than a punch machine. The “clearance” (space required between shapes) in a punch nest is much more than that of a laser, meaning that there will usually be more material wasted per sheet.
If you have a question regarding CNC Punching or any other sheet metal processes, please get in touch